Spritzguss
Fachgerechte Konstruktion von idealen Spritzgussprodukten
Der Spritzguss ist ein weitverbreitetes Fertigungsverfahren zur Herstellung von Kunststoffteilen mit komplexen Geometrien und hoher Präzision. Dabei wird Kunststoffgranulat aufgeschmolzen und unter hohem Druck in eine speziell gefertigte Form eingespritzt, wo es abkühlt und erstarrt. Durch diese Methode lassen sich sowohl große Stückzahlen als auch filigrane Konturen wirtschaftlich und effizient realisieren, wodurch der Spritzguss besonders für anspruchsvolle Anwendungen in verschiedensten Branchen unverzichtbar ist. Spritzguss besticht durch Präzision und Vielseitigkeit – mit dem Spritzgussverfahren lassen sich nahezu beliebige Formen und komplexe Geometrien herstellen. Somit ist der Spritzguss in vielen Branchen die bevorzugte Methode zur Herstellung hochwertiger und langlebiger Kunststoffteile.
Das Verfahren ist effizient und präzise. Diese Verfahrenstechnologie in der Kunststoffverarbeitung ermöglicht es, große Stückzahlen in gleichbleibend hoher Qualität herzustellen. Komplexe Formen und spezielle Materialeigenschaften lassen sich vielfältig realisieren. Diese Faktoren machen den Spritzguss zu einem wirtschaftlichen und flexiblen Verfahren für eine Vielzahl von Anwendungen. Die Flexibilität des Verfahrens ermöglicht den Einsatz in nahezu jedem Bereich, der auf präzise gefertigte Kunststoffteile angewiesen ist. Insbesondere bei hohen Stückzahlen überzeugt die Wirtschaftlichkeit von Spritzguss.
Vom kleinen bis zum größeren Kunststoffteil erfüllt Spritzgießen höchste Anforderungen und bietet optimale Ergebnisse. So entstehen mittels Einspritzdruck, Werkzeug, Abkühlungsprozess und Entformung Produkte, die sich in Funktion, Konstruktion, Design und Oberfläche detailgetreu abbilden. Mit dem Spritzgussverfahren können eine Vielzahl von Kunststoff Spritzguss Produkten hergestellt werden. Dazu gehören Verpackungen, technische Bauteile für den Maschinenbau, Gehäuseteile für elektronische Geräte wie zum Beispiel Haushaltsgeräte, Komponenten für Möbel und Fahrzeugbau wie zum Beispiel in Caravans sowie spezialisierte Produkte für die Medizintechnik.
Auf dieser Seite finden Sie weiterführende Informationen zu:

Spritzguss ermöglicht die Herstellung großer Stückzahlen in kurzer Zeit und ist daher für die Massenproduktion besonders geeignet.
Komplexe und feinste Strukturen können mit hoher Genauigkeit hergestellt werden.
Es können unterschiedlichste Kunststoffe, inklusive hochleistungsfähiger und biobasierter Kunststoffe, verarbeitet werden.
Das Verfahren eignet sich sowohl für großformatige als auch für mikroskopisch kleine Bauteile.
Spritzgussteile ermöglicht die präzise und reproduzierbare Herstellung komplexer Kunststoffprodukte in großen Stückzahlen – mit hoher Maßhaltigkeit, kurzen Zykluszeiten und breitem Materialspektrum. Die Anwendungsbreite der Spritzgussteile ist enorm.
Die Bandbreite der Spritzgussprodukte richtet sich nach dem Anwendungszweck, den Anforderungen und dem eingesetzten Werkstoff. Grundsätzlich unterscheidet man:

Mechanisch beanspruchbare Funktionsteile mit hohen Anforderungen an Maßhaltigkeit, Stabilität oder Medienbeständigkeit.
Teile mit Fokus auf Ästhetik und Oberflächenqualität, z. B. für Konsumgüter oder Fahrzeuginterieur.
Z. B. transparente Komponenten, Weich-/Hart-Kombinationen oder elektrostatisch ableitfähige Teile.
Komplexe Formteile nach Maß, entwickelt und gefertigt nach individuellen Anforderungen.
Die Einhaltung der Konstruktionsregeln im Spritzguss entscheidet maßgeblich über die Bauteilqualität, Werkzeuglebensdauer und Wirtschaftlichkeit. Ich unterstütze Sie dabei, diese Regeln gezielt umzusetzen – für Bauteile, die im Werkzeug, im Prozess und in der Anwendung überzeugen. Wer die Gestaltungsrichtlinien für den Spritzguss kennt und konsequent anwendet, verhindert Fehler frühzeitig – und spart im späteren Prozess Zeit und Kosten.
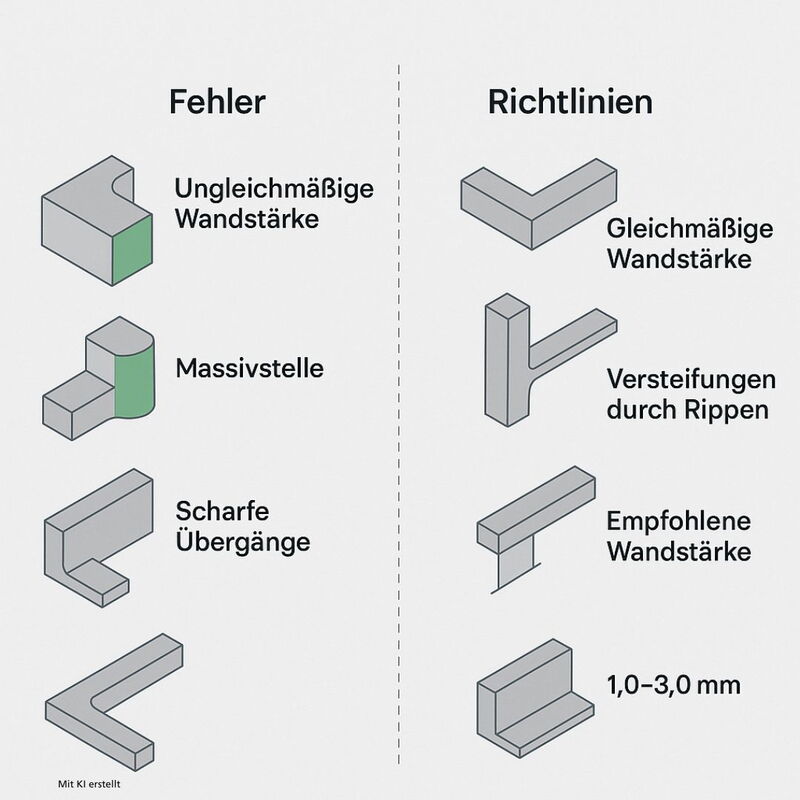
Die Konstruktion von Spritzgussteilen folgt eigenen Regeln. Das Kunststoffformteil muss nicht nur „funktionieren“, sondern auch form- und entformbar, verzugfrei, materialeffizient und werkzeuggerecht sein.

Unregelmäßige Wanddicken führen zu Einfallstellen, Spannungen und Verzug. Das Ziel ist daher immer eine möglichst gleichmäßige Materialverteilung im Bauteil.
Dicke Materialanhäufungen kühlen langsam aus – mit hoher Gefahr für Lunker und Einfallstellen. Die Lösung liegt in der Versteifung durch Rippen statt Materialvolumen.
Flächen senkrecht zur Entformungsrichtung müssen mit einem Auszugswinkel von mindestens 0,5–1,0° (besser mehr) versehen werden, um Schäden beim Auswerfen zu vermeiden.
Innen- und Außenkanten sollten abgerundet werden. Das ermöglicht eine bessere Füllung und bedeutet eine geringere Spannungskonzentration sowie eine längere Werkzeuglebensdauer.
Schnapphaken, Rastnasen oder Durchbrüche müssen entformbar sein, wenn möglich ohne aufwändige Schieber. Hinterschneidungen können nicht immer vermieden werden. Wichtig ist, in Bezug auf die Werkzeuglebensdauer immer die beste Lösung zu finden.
Die Konstruktion muss den Fließweg, die Anspritzung und die Entlüftung des Werkzeugs mitdenken – nur so ist eine vollständige und fehlerfreie Füllung gewährleistet. Bei der Anspritzung ist der Heißkanal ist ein wichtiger Werkzeugbestandteil, der entsprechend sorgfältig ausgewählt werden muss. Je nach Projekt müssen Heißkanäle jedoch auch bewusst vermieden werden.
Die Bauteile müssen so ausgelegt werden, dass sie Belastungen, Wärmedehnung oder Umwelteinflüsse standhalten.
Die Konstruktion des Spritzgusswerkzeugs ist entscheidend für die Qualität des Endprodukts. Nur wenn das Werkzeug präzise gefertigt wurde, sind die produzierten Teile maßgenau und weisen ein sauberes Oberflächenfinish auf.
Jedes Spritzgusswerkzeug wird dabei speziell nach den jeweiligen Anforderungen individuell in Bezug auf Material, Formgebung und Funktionalität entwickelt. Je nach Anwendung können zusätzliche Funktionen wie Einlegeteile, Label oder Montage im Werkzeug integriert werden.
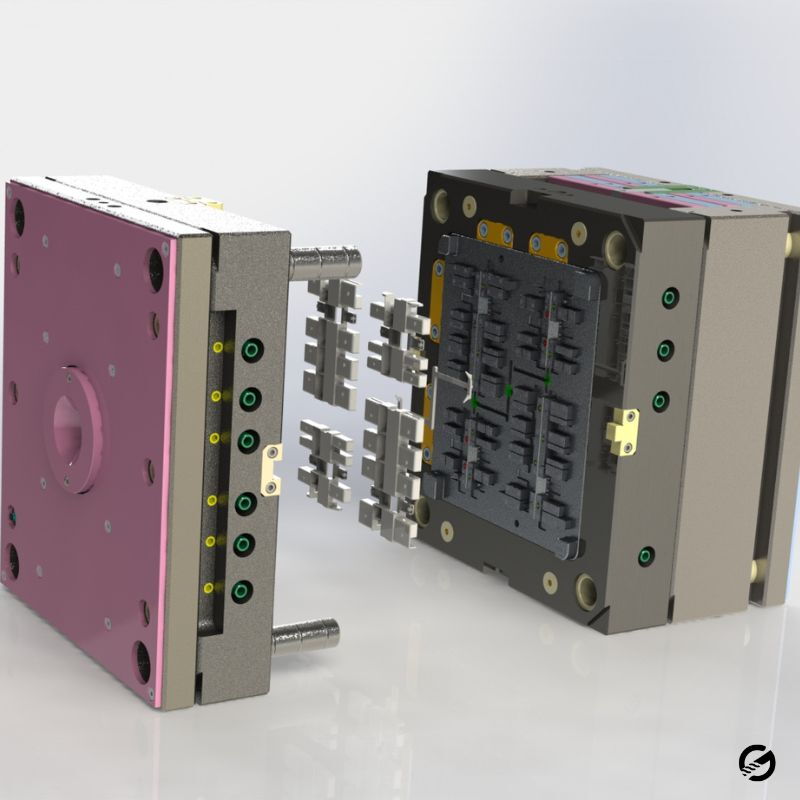
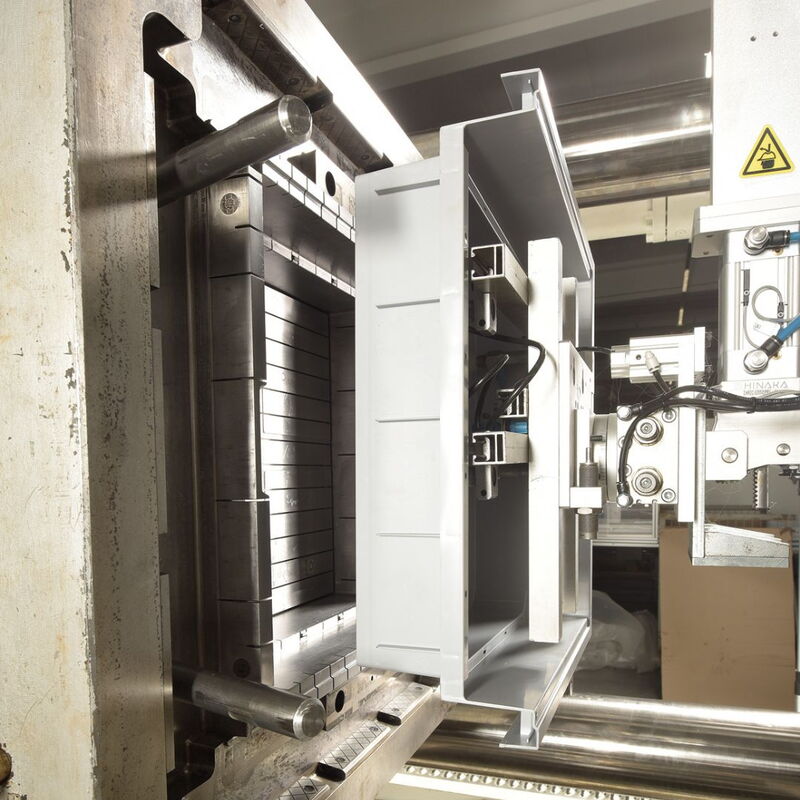
Das Spritzgusswerkzeug, das für die Serienfertigung der Kunststoffteile benötigt wird, ist eine Form, die meistens aus zwei Hälften besteht. Wenn die beiden Werkzeughälften geschlossen sind, spritzt die Spritzgießmaschine den geschmolzenen Kunststoff in die Form. Nach dem Abkühlvorgang wird das Werkzeug geöffnet und Kunststoffteil ausgeworfen.
Das Spritzgusswerkzeug ist das Herzstück jedes Spritzgießprozesses. Es bestimmt nicht nur die Form und Funktion des späteren Kunststoffteils, sondern auch entscheidend die Qualität, Zykluszeit und Wirtschaftlichkeit der Produktion. Umso wichtiger ist eine anwendungsgerechte Auslegung, hochwertige Konstruktion und sorgfältige Herstellung des Werkzeugs.
Ein klassisches Spritzgusswerkzeug besteht aus zwei Haupthälften – der Düsenseite (Festseite) und der Auswerferseite (Bewegungsseite). Vor dem Einspritzen wird das Werkzeug geschlossen, die Schmelze in die Kavität eingespritzt und nach dem Erstarren das Bauteil durch Auswerfer oder Kernzüge entnommen.
Weitere Elemente, die je nach Komplexität zum Einsatz kommen können:
Je nach Anwendung, Losgröße und Geometrie unterscheidet man unter anderem zwischen folgenden Werkzeugarten:
Das sind die Anforderungen an ein leistungsfähiges Spritzgusswerkzeug:
Ein optimal ausgelegtes Werkzeug sorgt für kurze Taktzeiten, stabile Serienprozesse, eine hohe Wiederholgenauigkeit, geringe Nachbearbeitungskosten, einen minimierten Ausschuss sowie geringe Ausfallzeiten. Gerade bei technisch anspruchsvollen Kunststoffteilen lohnt sich die Investition in ein professionell konzipiertes Werkzeug. Denn: Je komplexer das Teil, desto entscheidender ist die Werkzeugtechnik für den späteren Fertigungserfolg.
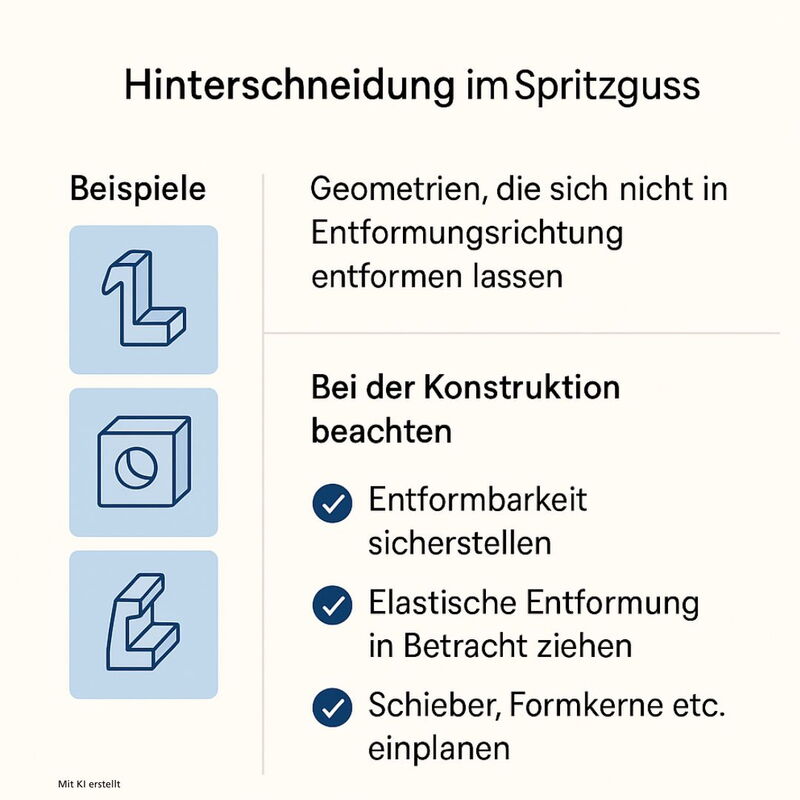
Der Begriff Hinterschneidung beschreibt im Spritzgussbereich Geometrien an einem Bauteil, die sich nicht in direkter Entformungsrichtung auswerfen lassen – sie „klemmen“ sozusagen im Werkzeug. Eine Hinterschneidung im Spritzguss stellt daher eine besondere konstruktive und werkzeugtechnische Herausforderung dar. Typische Beispiele für Hinterschneidungen sind Rastnasen und Haken, seitliche Durchbrüche, Schnappverbindungen, umlaufende Sicken oder Nuten und Einclips-Geometrien.
Technisch sind Hinterschneidungen kein Problem – wenn man sie richtig einplant. Mithilfe von Schiebern, Kernzügen oder flexiblen Entformungslösungen lassen sich viele Hinterschneidungen problemlos realisieren. Die Voraussetzung: Die Konstruktion muss dies frühzeitig berücksichtigen, damit das Werkzeug entsprechend aufgebaut werden kann.
Was bei der Konstruktion zu beachten ist:
• Hinterschneidungen möglichst funktional begründen – z. B. für Montage, Arretierung oder Design
• Entformbarkeit simulieren oder prüfen
• Bei flexiblen Kunststoffen: elastische Entformung (Durchbiegung) in Betracht ziehen
• Werkzeugtechnik (Schieber, Formkerne, Abstreifer) bereits in der Entwicklungsphase des Kunststoffteils berücksichtigen
Hinterschneidungen im Spritzguss bieten viele gestalterische Möglichkeiten, erfordern aber ein durchdachtes Zusammenspiel von Konstruktion, Werkstoffwahl und Werkzeugtechnik. Ich unterstütze Sie dabei, auch komplexe Geometrien wirtschaftlich und prozesssicher umzusetzen – mit Erfahrung, Simulation und einem Gespür für das Machbare.
Die richtige Wandstärke ist einer der wichtigsten Faktoren in der Konstruktion von Spritzgussteilen. Sie beeinflusst nicht nur die mechanischen Eigenschaften des Bauteils, sondern auch den Füllprozess, die Zykluszeit, das Verzugsverhalten und die Optik. Was heißt „richtig“? Eine gute Wandstärke ist gleichmäßig, funktional und fertigungsgerecht. Zu dicke Wände führen zu Einfallstellen, Lunkerbildung und langen Abkühlzeiten, während zu dünne Wände zu Füllproblemen oder Verzug führen können. Wandstärke ist nicht nur eine Maßangabe – sie ist ein zentraler Bestandteil der Bauteilstrategie. Eine durchdachte Wandstärkenauslegung sorgt für kürzere Zykluszeiten, geringeren Materialeinsatz, bessere Entformbarkeit und reproduzierbare Qualität.
Grundregeln für die Auslegung der Wandstärke:
Wer bei der Konstruktion auf die richtige Wandstärke achtet, spart später Zeit, Geld und Ärger. Ich helfe Ihnen, Ihre Spritzgussteile von Anfang an richtig aufzubauen – funktional, wirtschaftlich und prozesssicher. Ich unterstütze Sie bei der optimalen Wandstärkenauslegung für Ihre Anwendung.
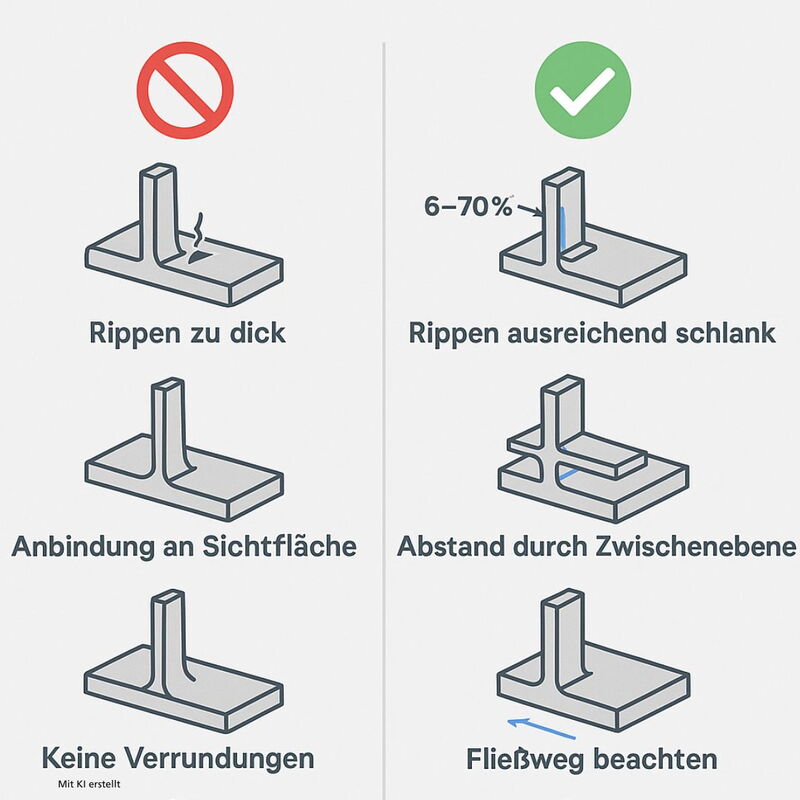
Einfallstellen sind kein unvermeidbares Problem – sie sind eine Frage der guten Planung und konstruktiven Weitsicht. Einfallstellen (Sink Marks) zählen zu den häufigsten und leider auch ärgerlichsten Oberflächenfehlern im Spritzguss – besonders im Bereich von versteifenden Rippen auf der Rückseite von sichtbaren Kunststoffteilen. Einfallstellen entstehen dort, wo Materialanhäufungen, so genannte Massivstellen, zu einem ungleichmäßigen Abkühlverhalten führen – die Oberfläche sinkt sichtbar ein, das Bauteil wirkt minderwertig.
Die Ursache liegt fast immer in der Konstruktion. Rippen sind wichtig für die Bauteilsteifigkeit, erhöhen aber lokal die Wanddicke – und damit das Risiko für Einfallstellen. Wer hier nicht frühzeitig konstruktiv gegensteuert, hat später die Wahl zwischen aufwendiger Werkzeugkorrektur oder mangelhafter Optik.
Typische konstruktive Fehler:
So lassen sich Einfallstellen vermeiden:
Ich unterstütze Sie dabei, Rippen optimal auszulegen, Einfallstellen zu vermeiden und Ihre Kunststoffteile optisch wie funktional auf ein neues Niveau zu heben.
2K-Spritzguss – der Zwei-Komponenten-Spritzguss – ermöglicht die Verarbeitung von zwei verschiedenen Materialien oder Farben in einem einzigen Fertigungsprozess. 2k Spritzguss wird insbesondere im Fahrzeugbau, der Medizintechnik, Konsumgüter- und Elektronikindustrie eingesetzt. Er bietet viele technische Vorteile im Gegensatz zu herkömmlichen Fertigungsverfahren. 2k-Spritzguss ist eine Innovation in der Mehrkomponentenverarbeitung, da dabei zwei verschiedene Materialien oder Farben in einem Werkzeug nacheinander oder gleichzeitig eingespritzt werden. Möglich wird dies entweder durch den Einsatz von zwei separaten Einspritzeinheiten oder aber auch über ein Drehteller- oder Transferwerkzeug, mit dem das Kunststoffteil nach der ersten Einspritzung zur zweiten Kavität transportiert wird. Die 2K-Verarbeitung im Spritzguss ist eine hochentwickelte Technologie. Sie besticht durch ihre Flexibilität und Effizienz in der Herstellung anspruchsvoller Kunststoffbauteile. Durch dieses Verfahren können Produkte mit optimierten mechanischen, funktionalen und ästhetischen Eigenschaften in einem einzigen Produktionsschritt gefertigt werden.
Ein thermoplastischer Grundwerkstoff wird dabei mit einem elastomeren oder thermoplastischen Elastomer (TPE) für die zweite Komponente kombiniert. Es gibt zwei Unterteilungen: Bei dem sequenziellen 2K-Spritzgießen wird zunächst das erste Material eingespritzt. Nach der Aushärtung folgt die Einspritzung der zweiten Komponente in derselben Form oder gegebenenfalls nach einem eventuell erfolgten Werkzeugwechsel. Beim simultanen 2K-Spritzgießen werden beide Materialien gleichzeitig in verschiedenen Kavitäten der Werkzeugform eingespritzt. Sie verbinden sich zu einem einheitlichen Kunststoffteil und können entformt werden. Sowohl das sequenzielle als auch das simultane 2k-Spritzgießen erfordern eine exakte Abstimmung der jeweiligen Materialien, der Werkzeugtemperaturen sowie der Zykluszeiten. Nur wenn diese Abstimmung 100%ig ist, kann eine optimale Verbindung zwischen den beiden Komponenten erzielt werden. Und nur so erhalten Sie das Produkt, das Ihren und unseren Qualitätsansprüchen gerecht wird.
Essentiell sind die richtigen Materialpaarungen, die chemisch und thermisch kompatibel sind und somit lange aneinanderhaften. Typische Kombinationen sind harte und weiche Kunststoffe, wie etwa Polypropylen (PP) und Thermoplastische Elastomere (TPE). In dieser Kombination werden Kunststoffteile mit einer funktionellen Hart-Weich-Verbindung hergestellt. Um eine homogene Verbindung zu erzielen, müssen auch die Schmelztemperaturen der beiden Komponenten optimal aufeinander abgestimmt werden.
Vorteile von 2k:
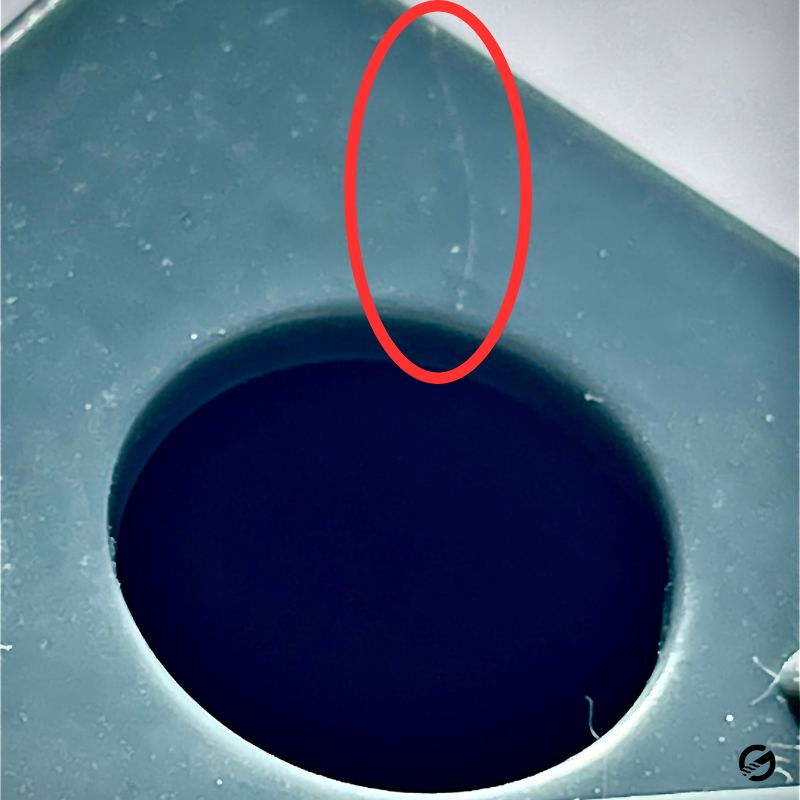
Das bindenahtfreie Spritzgießen ist eine technologische Weiterentwicklung des klassischen Spritzgießens. Durch das bindenahtfreie Spritzgießen soll die Entstehung von Bindenähten vermieden werden – eine der größten Herausforderungen in der Kunststoffverarbeitung. Diese Nahtlinien treten dort auf, wo zwei oder mehr Schmelzfronten aufeinandertreffen. Dadurch können die mechanischen Eigenschaften, die Funktionalität sowie das Erscheinungsbild des Kunststoffteils beeinträchtigt werden.
Bindenähte sind Schwachstellen im Bauteil: Sie können zu verminderter Festigkeit, ästhetischen Mängeln und Funktionsausfällen führen. Die Nähte entstehen vor allem bei komplexen Geometrien oder Mehrfachangüssen, bei der die Schmelze durch mehrere Fließwege zum gleichen Punkt strömt. Sobald die beiden Schmelzfronten aufeinandertreffen, kommt es aufgrund des unvollständigen Verfließens zu einer ungenauen Verschmelzung. Daraus entstehen neben sichtbaren Linien auch mechanischen Schwachstellen, die die funktionale und optische Qualität des Endprodukts beeinträchtigen können. Faktoren wie die Viskosität des Materials, die Werkzeugtemperatur sowie die Einspritzgeschwindigkeit sind hier ausschlaggebend.
Das Ziel des bindenahtfreien Spritzgießens ist es, Bindenähte entweder zu verhindern oder so weit wie möglich zu minimieren. Dafür gibt es verschiedene Ansätze:
Vorteile bindenahtfreier Spritzguss:
Sie ziehen ein Produkte in Betracht, bei dem Kunststoff und Metall gezielt miteinander verbunden soll? Dann stellen Hybridbauteile im Spritzguss eine leistungsfähige Technologie dar, die die Vorteile von beiden Materialien in einem Bauteil vereinen. Hybridteile kombinieren die Designflexibilität und Leichtigkeit von Kunststoffen mit der hohen Festigkeit und Wärmeleitfähigkeit von Metallen. Die Bauteile punkten durch ihre hohe Gestaltungsfreiheit und Funktionsintegration. Es stellt in der Kunststofftechnik eine zukunftsweisende Lösung dar – Hybridbauteile im Spritzguss werden durch kontinuierliche Materialinnovationen und Prozessinnovationen immer wichtiger. Diese Materialkombinationen werden bevorzugt dort eingesetzt, wo hohe mechanische Anforderungen gegeben sind und Funktionsintegrationen essenziell sind: Im Fahrzeugbau, in elektronischen Geräten sowie in der Medizintechnik.
Die Herstellung von Hybridbauteilen im Spritzguss als Verbindung von Kunststoff und Metall oder anderen Werkstoffen erfolgt durch eine Kombination von Spritzgießtechniken und Umformtechniken. Dabei wird dein Metallträger oder Metallinsert wird in die Werkzeugform gelegt und im Anschluss mit einem thermoplastischen Kunststoff umspritzt. Es gibt verschiedene Varianten:
Von essenzieller Bedeutung für ein erfolgreiches Hybridbauteil ist die richtige Zusammenstellung der Materialien. Als Metalle werden hauptsächlich Aluminium, Edelstahl oder Kupfer eingesetzt, als thermoplastischen Kunststoffen wird hauptsächlich hochleistungsfähiges Polyamid (PA), Polybutylenterephthalat (PBT) oder Polypropylen (PP) verwendet.
Damit eine dauerhafte Verbindung bestehen kann, gibt es unterschiedliche Verfahren:
Vorteile von Hybridbauteilen
Das Inmould-Verfahren (IMD/IML) im Spritzguss ermöglicht es, dekorative oder funktionale Oberflächen direkt während des Spritzgießprozesses in das Bauteil zu integrieren. Es wird eine vorgefertigte Folie (Inmould Decoration, IMD) oder ein Etikett (Inmould Labeling, IML) in das Spritzgießwerkzeug eingelegt und während des Einspritzprozesses untrennbar und mit dem thermoplastischen Kunststoff verbunden.
Die vorgedruckte oder funktionale Folie, die beim Inmould-Verfahren in die Kavität des Spritzgusswerkzeugs eingelegt wird, kann unterschiedliche Oberflächeneigenschaften besitzen: Farben, Muster, Strukturen oder funktionale Schichten wie Touch-Oberflächen oder Kratzfestigkeit. Wenn die Kunststoffschmelze in die Kavität eingespritzt wird, verbindet sich diese unter hohem Druck und hoher Temperatur dauerhaft mit der Folie oder dem Etikett. Es entsteht eine einheitliche Oberfläche. Dadurch sieht das Endprodukt nicht nur ästhetisch aus, sondern es bedeutet eine Verbesserung der Funktionalität.
Das Verfahren lässt sich in zwei Schritte unterteilen:
Anforderungen Inmould-Verfahrens
Vorteile des Inmould-Verfahrens
Spritzgießen zeichnet sich durch seine Vielseitigkeit, Effizienz und reproduzierbare Genauigkeit aus. Es ist ein etabliertes Verfahren zur Herstellung hochpräziser Kunststoffteile und wird in der modernen Kunststoffverarbeitung eingesetzt. Spritzgießen punktet vor allem bei Produkten, die in hohe Stückzahlen mit eng tolerierten Maßhaltigkeiten produziert werden müssen. Beim Spritzgießen wird das thermoplastische Granulat in einem beheizten Zylinder aufgeschmolzen und unter hohem Druck in ein Werkzeug – eine präzise gefertigte Stahlform – eingespritzt. Die Werkzeugform besteht aus zwei Hälften. Nach der Abkühlung des Materials werden die Hälften geöffnet, um das fertige Bauteil zu entnehmen.
Der gesamte Prozess durchläuft mehrere Phasen wie das Plastifizieren, Einspritzen, Nachdrücken, Abkühlen und Entformen. Der Nachdruckphase wird besondere Aufmerksamkeit gewidmet. Sie gewährleistet die Kompensation des Volumenschwundes durch die Abkühlung des Materials. Zusätzlich sichert die Nachdruckphase eine hohe Maßhaltigkeit. Sowohl das Werkzeugdesign als auch die Kühlraten sowie die Zykluszeiten spielen hierbei eine entscheidende Rolle. Sie müssen exakt auf das jeweilige Bauteil abgestimmt werden – so wird eine Verzugsbildung oder Lunkerbildung vermieden.
Folgende thermoplastische Kunststoff eignen sich fürs Kompakt Spritzgießen: Polypropylen (PP), Polyethylen (PE), Polycarbonat (PC) und Polyamid (PA). Diese Materialien stehen für eine hervorragende Fließfähigkeit, mechanische Festigkeit und chemische Beständigkeit. Welcher Kunststoff verwendet wird, hängt von den spezifischen Anforderungen des Produktes ab, wie zum Beispiel die mechanische Belastbarkeit oder die thermische Stabilität.
Spritzgießen bietet eine hohe Präzision und ermöglicht die Herstellung von Kunststoffteilen mit äußerst geringen Toleranzen, wie sie besonders in der Medizintechnik, der Elektronikindustrie und im Fahrzeugbau gefordert wird. Dieses Verfahren ist äußerst produktiv, es steht für eine hohe Automatisierbarkeit und schnelle Zykluszeiten. Komplexe Geometrien und Funktionen, wie Schnapphaken oder Innengewinde, lassen sich problemlos direkt in der Werkzeugform integrieren, dadurch wird die Nachbearbeitung auf ein Minimum reduziert. Durch die Verarbeitung von verschiedensten Thermoplasten können Bauteile für nahezu jede Anwendung maßgeschneidert werden. Auch Werkstoffkombinationen sind möglich, beispielsweise durch Co-Injektion oder Mehrkomponenten-Spritzgießen.
Drücken Sie die Eingabetaste um zu suchen